












 当前位置:
当前位置:

 热门推荐
热门推荐


 推荐新闻
推荐新闻

 在线留言
在线留言 详情内容
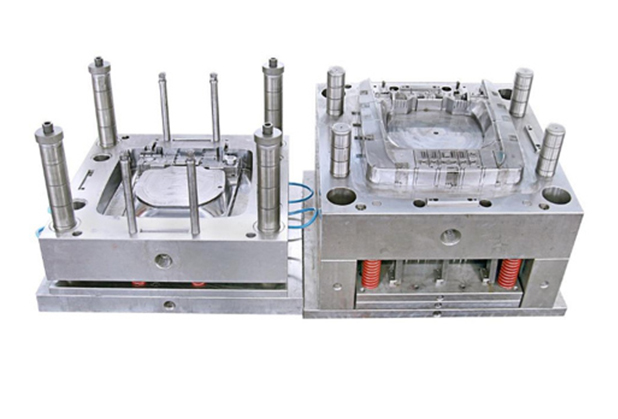
详情内容 四川注塑件加工工艺流程:

注塑件加工的过程是一项极为复杂的过程,稍微不注意变回出现差错,导致产品的报废,而完整的注塑件加工过程包括加料、塑化、充模、保压、倒流、冷却和脱模等阶段,每一阶段必须做到严格监管和控制。
1、加料:将粒状或粉状塑料加入注塑机料斗,由柱塞和螺杆带入料筒进行加热。
2、塑化:成型塑料在注塑机料筒内经过加热,压实以及混料等作用后,由松散的粉状颗粒或粒状的固态装变成连续的均化熔体的过程。
3、充模:塑化好的塑料熔体在注塑机柱塞或螺杆的推进作用下,已一定的压力和速度经过喷嘴和模具的浇注系统进入并充满模具型腔,这一阶段称为充模。
4、保压:充模结束后,柱塞或螺杆推动下,熔体仍然保持压力进行补料,使料筒中的熔料继续进入型腔,已补充型腔中塑料的收缩需要,保压时间应适当,过长的保压时间容易使塑件产生内应力,引起注塑件翘曲或开裂。
5、倒流:保压结束后,柱塞或螺杆后台,型腔中的熔料压力解除,这时候,型腔中的熔料压力将比浇口前方的压力高,如果此时浇口尚未冻结,就会发生型腔中熔料通过浇注系统倒流的现象,使得注塑件产生收缩、变形以及质地疏松等缺陷。如果撤出注塑压力时,浇口已经冻结,则倒流现象就不会发生,可见倒流是否发生均和保压时间有关。
6、冷却:塑料注塑件在模内的冷却过程是指从浇口处塑料熔体完全冻结时起到将注塑件从模腔内推出为止的全过程。在此阶段,补缩或倒流均不在继续进行,型腔内的塑料继续冷却、硬化和定型。
7、脱模:塑件冷却后即可开模,在推出机构的作用下,将塑料注塑件推出模外。


