













 当前位置:
当前位置:

 热门推荐
热门推荐


 推荐新闻
推荐新闻
 在线留言
在线留言 详情内容
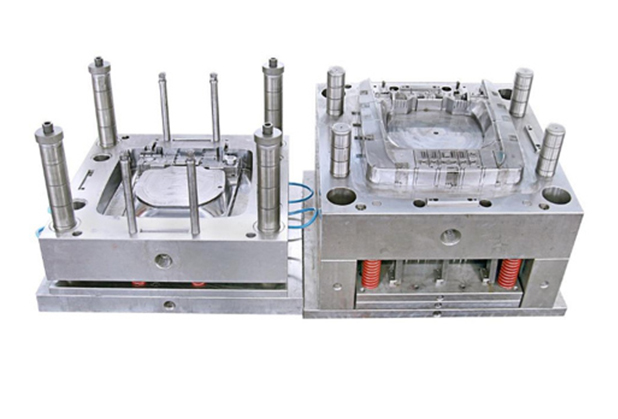
详情内容 四川钣金加工制造公司与您介绍工装夹具钣金加工工艺技术及特点:

钣金通常是指将既定厚度的金属薄板,经过剪、冲、折弯、成型等多种冷加工工艺方法,来使其制作成具有某种功用的零件。经过这些冷加工方法,可以使钣金零件的厚度变化较为安稳。
一、钣金加工工艺
1、钣金加工下料方式
剪床下料:利用剪床剪切料件,成本低,精度低于0.2 mm,但只能加工无孔、无切角的条料或块料;
镭射下料:利用激光切割技术,在大平板上将其平板的结构形状切割出来,但是需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度小于0.1 mm;
冲床下料:利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成各种形状料件,其优点是耗费工时短,精度高,成本低,效率高,适用于大批量生产;
锯床下料:主要用于铝型材、方管、圆管、圆棒料之类,成本低,精度低。
钣金加工折弯就是将平板件加工成立体的工序。金属板料在折弯机的压力下,经过弹性变形和塑性变形,在塑性弯曲的开始阶段,板料是自由弯曲的,随着对板料压力的增加完成一个V型弯曲。折弯模具分为弯刀和直刀。折弯时注意事项:1.图样:板材数量、厚度;2.折弯方向;3.折弯角度;4.折弯尺寸。
2、钣金加工拉伸工艺
在钣金的加工过程中,有时需要将冲压材料展开,称为拉伸。拉伸主要是针对一些有特色要求的样本料件。拉伸后的材料厚度发生变化。一般来说,底部中央保持原来的厚度,底部圆角处材料变薄,顶部靠近凸缘处材料变厚,矩形拉伸件四周圆角处材料变厚。
3、钣金加工成形工艺
成形是指钣金经过下料、翻边攻丝、冲床加工、压铆、折弯、焊接等一系列加工程序后,再经过表面处理,形成的.终钣金件。成形是钣金件加工的.终形态,如果有特殊要求还应按照一定的方式把多个部件组合在一起。
二、钣金加工特点和优势
1、钣金加工功率密度大:工件吸收钣金加工后温度迅速升高而熔化或汽化,即使熔点高、硬度大和质脆的材料(如陶瓷、金刚石等)也可用钣金加工;
2、钣金加工束容易控制:易于与精密机械、精密测量技术和电子计算机相结合,实现加工的高度自动化和达到很高的加工精度;
3、钣金加工方便灵活:在恶劣环境或其他人难以接近的地方,可用机器人进行钣金加工。
4、钣金加工适用范围广:钣金加工束的发散角可小于1毫弧,光斑直径可小到微米量级,作用时间可以短到纳秒和皮秒,同时,大功率钣金加工的连续输出功率又可达千瓦至十千瓦量级。


